3Dプリンタのクリア材で造形を行いますと、白くくすんだ状態になってしまって透明にはならないことがあるかと思います。原因は造形方式や条件、材料、積層痕等いくつかありますが、表面の積層痕を滑らかにするだけでも透明度が上がることがあります。
今回のブログでは3Dプリンタで造形しただけの透明度の低いサンプルについて、研磨・塗装を行うことによってどれぐらい透明度が改善されるのかを検証してみました。
使用設備
■型式:Form3
■本体の仕様
・造形方式:LFS方式(※光造形の一種)
・造形サイズ:W145×D145×H185mm
・積層ピッチ:25、50、100、300μm(※使用材料により異なる)
・レーザ焦点サイズ:85μm
・XY解像度:25μm
■造形材料
・材質:紫外線硬化タイプのアクリル系樹脂
・種類:ABSライク、PEライク、PPライク、シリコンライク、ゴムライク、高耐熱、ガラス成分入り、キャスタブルワックス
・色:クリア、グレー、白、黒、青、ベージュ

検証方法
検証用サンプル
・使用材料:クリア材
・積層ピッチ:50μm

比較条件
・条件②:研磨のみ
・条件③:研磨+塗装

研磨方法
サポート材が付いていた箇所をデザインナイフとヤスリで削り取る。
【工程2】
水研ぎヤスリにて#800→#1000→#2000の順でヤスリがけを実施。
【工程3】
研磨剤とクロスにて仕上げ研磨を実施。

検証結果
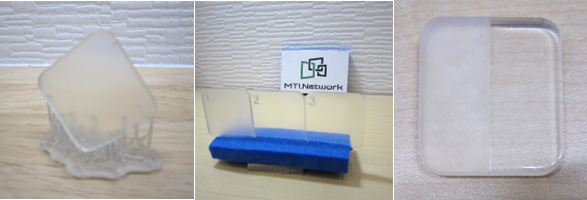
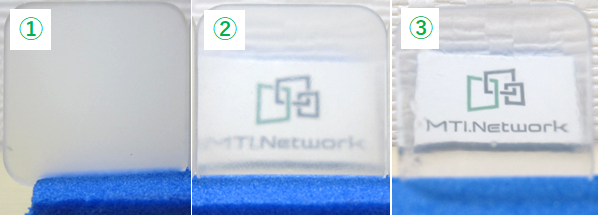
作製したサンプルと観察対象物を150㎜離して設置し、サンプル越しの観察対象物の見え方を比較した。
●条件①:白くくすんで対象物が全く認識できない。
●条件②:ややくすんではいるが文字の認識はできた。
●条件③:条件②と比べてよりクリアに文字が見えた。
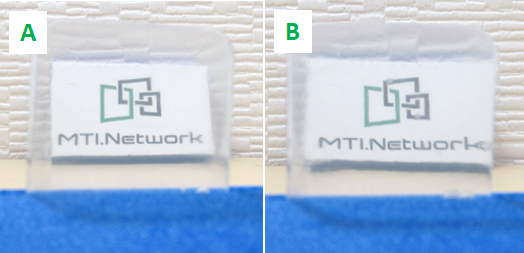
補足1:塗装の違い
今回はスプレー缶での塗装を行ったが、スプレー缶のメーカー違いでの比較も行った。
●A社:噴霧された塗料が細かいため表面の平滑度が悪く透明度が高かった。
●B社:噴霧された塗料の大きさにムラがあるため表面の平滑度が悪く透明度が低かった。
(※塗装によって透明度を高めるにはスプレー缶では限界があるためエアブラシの使用が必須となる。)
補足2:積層ピッチの違い
3Dプリント時の積層ピッチの25μmと50μmのサンプルについても比較を行った。
●25μmピッチ:研磨による表面の平滑化がうまくいかず、塗装後も透明度が少し悪かった。
(元々積層痕が目立たないため、研磨を行わずにそのまま塗装してもある程度透明にはなった。)
●50μmピッチ:研磨による表面の平滑化がしやすく、塗装後の透明度も高かった。
まとめ
3Dプリントで白くくすんだクリア材に対して研磨・塗装を行うことで表面の積層痕が滑らかとなり、ある程度の透明度を得ることができました。
今回の検証における3Dプリンタ・造形条件・透明材料・研磨方法・塗装方法の選定はあくまで一例であり、より適切な選定を行うことで透明度はさらに高くなります。
ASSY品の内部を見せるために外装部品を透明化したい、部品の一部を透明な樹脂で置き換えて実験を行いたい等のご要望がございましたらお気軽にご相談ください。