生産現場では品質管理の一環として製品の形状や寸法の確認のための抜き取り検査が実施されることがありますが、ノギスやマイクロメーターは短時間で測定できるが簡易的な測定しかできない、二次元測定機や三次元測定機は複雑な測定はできるが時間がかかる、というように一般的な測定機では十分な検査ができないことも多いかと思います。
それに対して3Dスキャナは少し精度は劣りますが短時間で測定できる上に複雑な測定も可能ですので、抜き取り検査に適した測定機であると言えます。
今回のブログではプラスチックケースを例に量産品の抜き取り検査への3Dスキャナの活用についてご紹介します。
使用設備
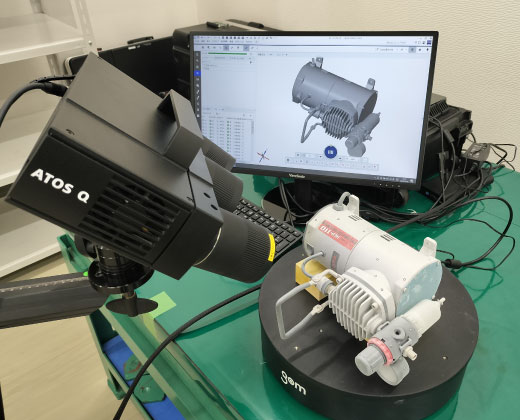
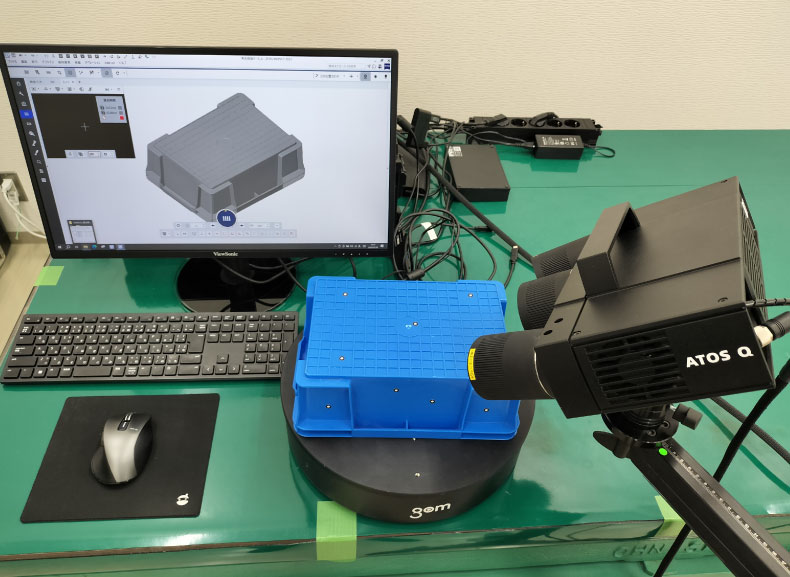
<カメラ式3Dスキャナ>
■メーカー:ZEISS社
■型式:ATOS Q 12M
■仕様:
- 光源…LED(青色)
- センサー画素数…1200万点/ショット
- 使用レンズ…MV500(測定精度:±26μm)

<3D点群評価用ソフトウェア>
■メーカー:ZEISS社
■型式:ZEISS INSPECT Optical 3D Pro
■仕様:
- 点群データのポリゴン化
- メッシュ処理
- 設計値と実測値の比較
- カラープロット
- 2D断面または複数の検査ポイントの解析
- パラメトリック検査
- Teaching By Doing
- 傾向・統計的工程管理(SPC)・変形解析
- レポート作成
- バーチャル測定室(VMR) 等
測定対象物
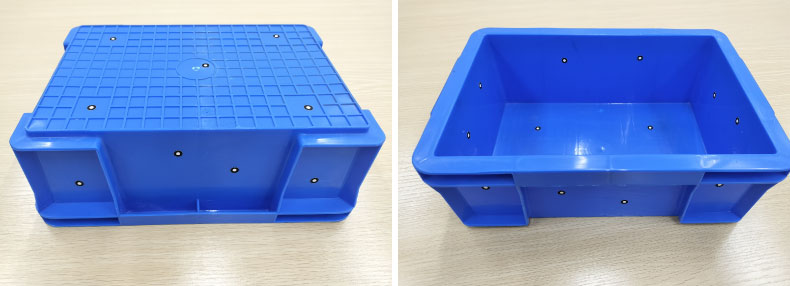
- ■測定対象物:プラスチックケース
- ■サイズ:300×210×100[mm]
- ■材質:プラスチック

検査工程
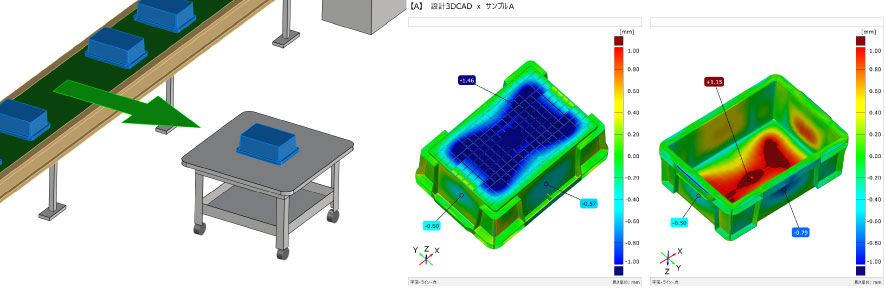
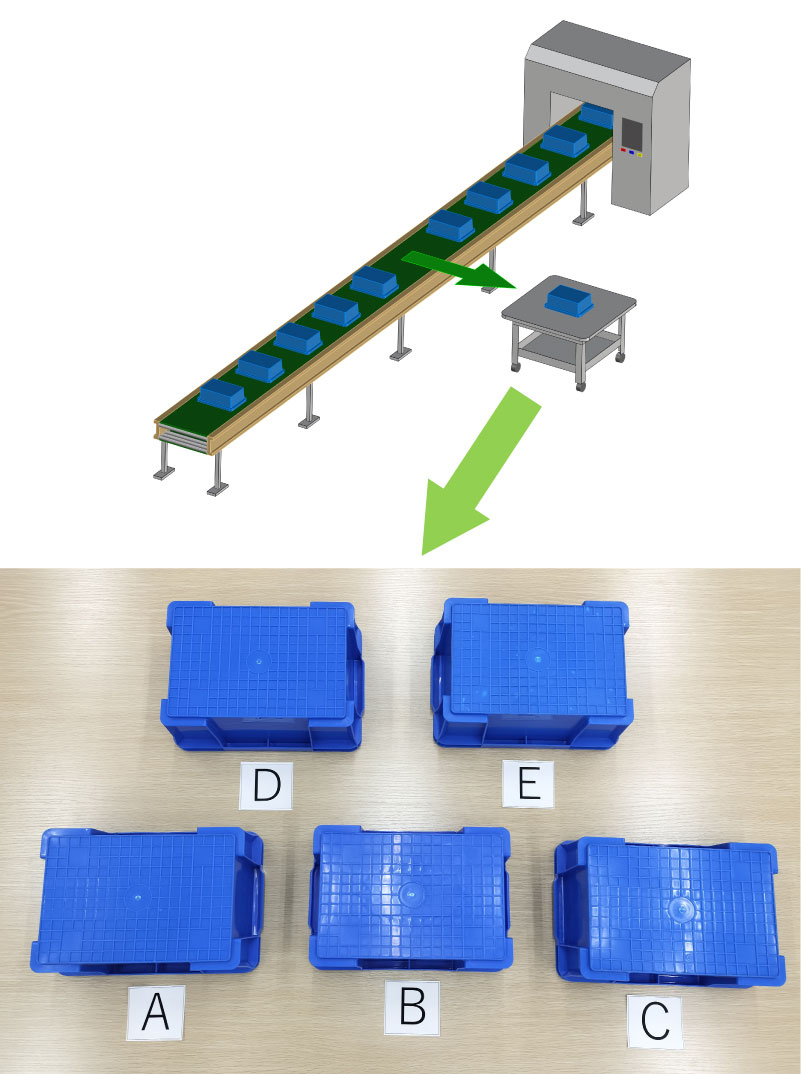
【検査工程①:生産ラインからの製品の抜き取り】
【検査工程②:事前準備(データ合成用シールの貼り付け)】
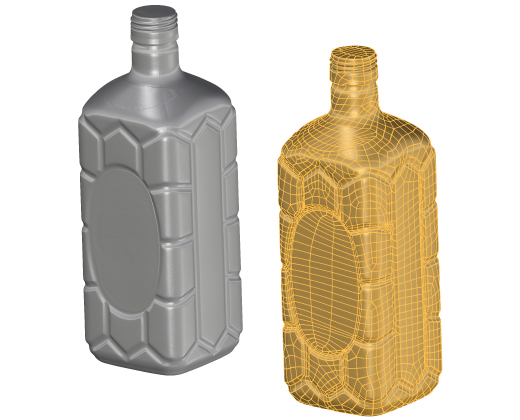
【検査工程③:3Dスキャン作業】
【検査工程④:3Dスキャンデータの出力(STLデータ)】
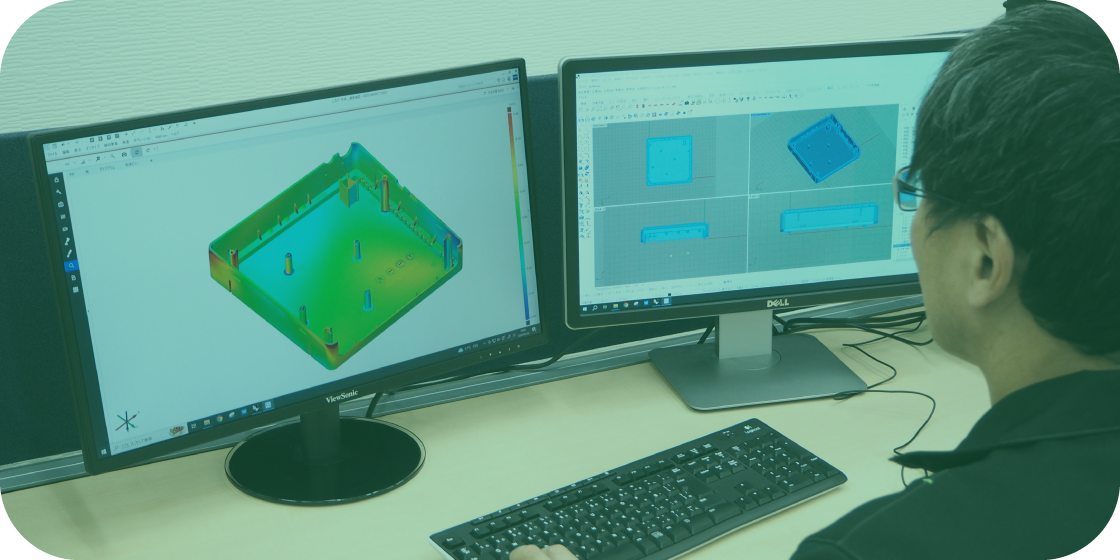
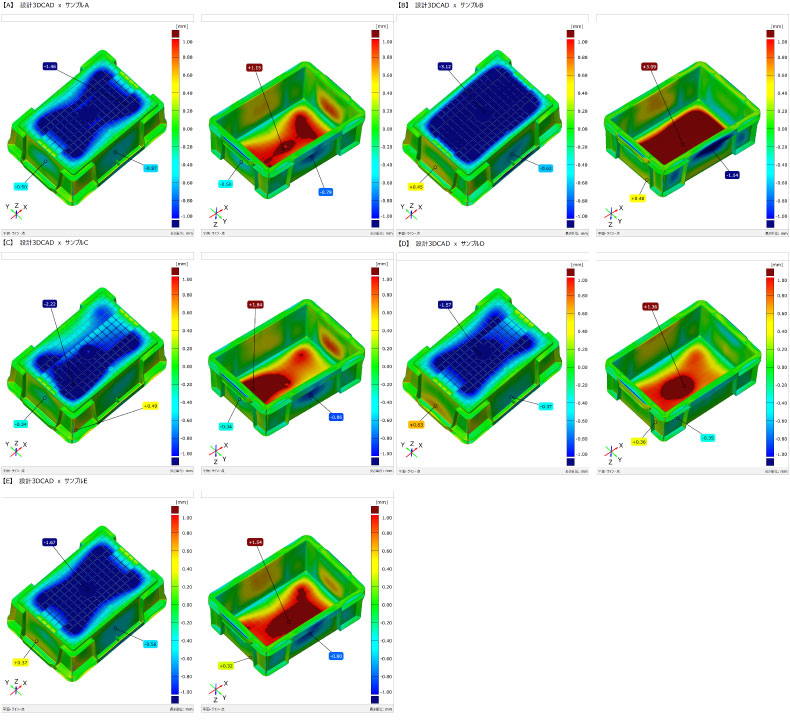
【検査工程⑤:設計CADデータとの照合】
- 3Dスキャンデータと設計CADデータとの照合を行いカラーマップにて偏差を確認。
- 今回の抜き取り検査では『サンプルB』のケース底面の歪みが最も大きいことが分かった。
まとめ
3Dスキャンをどこまで詳細に行うかで工数は変わって来ますが、1個あたり30分~1時間と比較的短時間でケース全体の形状データを取得することができました。取得した3Dスキャンデータと設計CADデータの偏差をカラーマップで表現することで、製品のどこがどれぐらい変形しているのか明確に把握することができました。
3D点群評価用ソフトウェア『ZEISS INSPECT Optical 3D Pro』には測定プログラムの作製や検査表の作成、傾向・統計的工程管理(SPC)のような機能もありますので、より効率的な品質管理が可能になるものと思われます。
今回のプラスチックケースの抜き取り検査ではカメラ式の3Dスキャナを使用しましたが、現場の環境や測定対象物の材質・形状、要求精度等によって適切な3Dスキャナは異なります。3Dスキャナの選定から検査データのアウトプット方法まで最適な検査方法をご提案させていただきますのでお気軽にご相談ください。