ものづくりの量産工程では効率化や自動化が進んでおりますが、品質管理工程においてもそうした動きに関心が高まっています。
その中でも寸法検査は接触式の三次元測定機を用いて行うのが主流であるため、測定作業に工数がかかる、測定者によって測定値にバラツキが発生する、測定プログラムの作製が難しい等の理由で工程のボトルネックになっている現場が数多く存在しています。
このような現場の状況を改善するため、3Dデジタイザや測定用ソフトウェアの活用が始まっています。
今回のブログではカメラ式3Dスキャナ「ATOS Q」と測定・解析ソフトウェア「ZEISS INSPECT」を用いた『設計CAD図面によるオフライン測定プログラム作製~実製品の測定・解析』の流れをご紹介します。
使用する測定機とソフトウェア
カメラ式3Dスキャナの仕様
■メーカー:ZEISS社
■型式:ATOS Q 12M
■仕様
・光源:LED
・センサー画素数:1200万点/ショット
・点間ピッチ:0.03~0.12mm
・焦点距離:490mm
・測定レンズ:MV100、MV170、MV270、MV500
・各レンズの測定精度:MV100…0.007mm、MV170…0.009mm、MV270…0.014mm、MV500…0.026mm
・測定範囲:100mm×70mm~500mm×370mm/ショット

測定・解析ソフトウェアの仕様
■メーカー:ZEISS社
■ソフト名:ZEISS INSPECT Optical 3D Pro
■機能
・点群データからのポリゴンメッシュ作製・編集
・形状・寸法・幾何公差の解析
・3D検査(CAD比較)
・パラメトリック検査
・オフライン測定プログラム作製

■無償版ZEISS INSPECT Optical 3D-Freeのダウンロード
ZEISS社のWebサイトへのリンク⇒https://www.gom.com/ja-jp/products/gom-suite/gom-inspect-pro
作業工程
オフライン測定プログラム作製の流れ
工程①:設計CAD図面のインポート~設計メッシュの作製
設計CAD図面をインポートし、CADから設計メッシュを作製します。

工程②:データム要素を作製~測定基準への位置合わせ
設計CAD図面に各要素を作製し、メッシュ側へ反映させます。その後、作製した要素を用いた位置合わせを実行します。

工程③:オフライン測定プログラム作製(寸法計測)
図面記載の寸法計測項目の「要素を作製」→「値を出力」という作業を実行していきます。

多種多様な寸法計測用のコマンドを利用して、設計の意図を図面から読み取って適切な測定プログラムを作製することが重要となります。
工程④:オフライン測定プログラム作製(幾何公差測定)
平面度・位置度・同軸度・真円度・輪郭度・平行度等、様々な幾何公差判定が行うことができます。
平面度・輪郭度は測定値+カラーマップ表示も可能です。

実製品の測定・解析の流れ
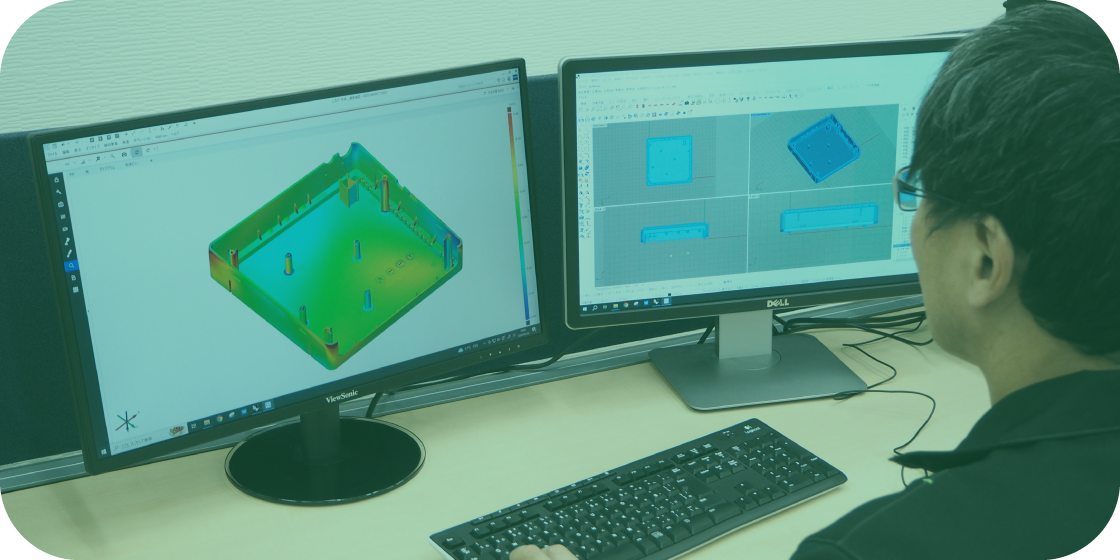
工程①::成形不良の確認(そり・ひけ等)
形状全体のカラーマップを出力することで、成形不良箇所の特定と不良の度合を確認することができます。

工程②:測定プログラムの実行
完成した測定プログラムにスキャンしたSTLデータをインポートするだけで測定の実行が可能です。
以下の動画のように30秒程度で測定が完了します。
まとめ
以上のように非接触式三次元測定機とオフライン測定プログラムを活用することで、多数個の自動測定、測定品が無い状態での測定プログラムの作製、測定者による測定値のバラツキの低減、カラーマッピングでの評価等の様々なメリットを享受することができます。
今回のブログでは非接触式三次元測定用のオフライン測定プログラム作製についてご紹介しましたが、接触式三次元測定用のオフライン測定プログラム作製のブログもありますので、こちらもご覧ください。
『CAT1000Pによるオフラインティーチングプログラム作製』 https://mtin.co.jp/blog/256/
非接触式三次元測定機の活用や測定プログラムの作製に関してお困り事がございましたら、お気軽にお問合せください。